Download the STL files for the reed block here.
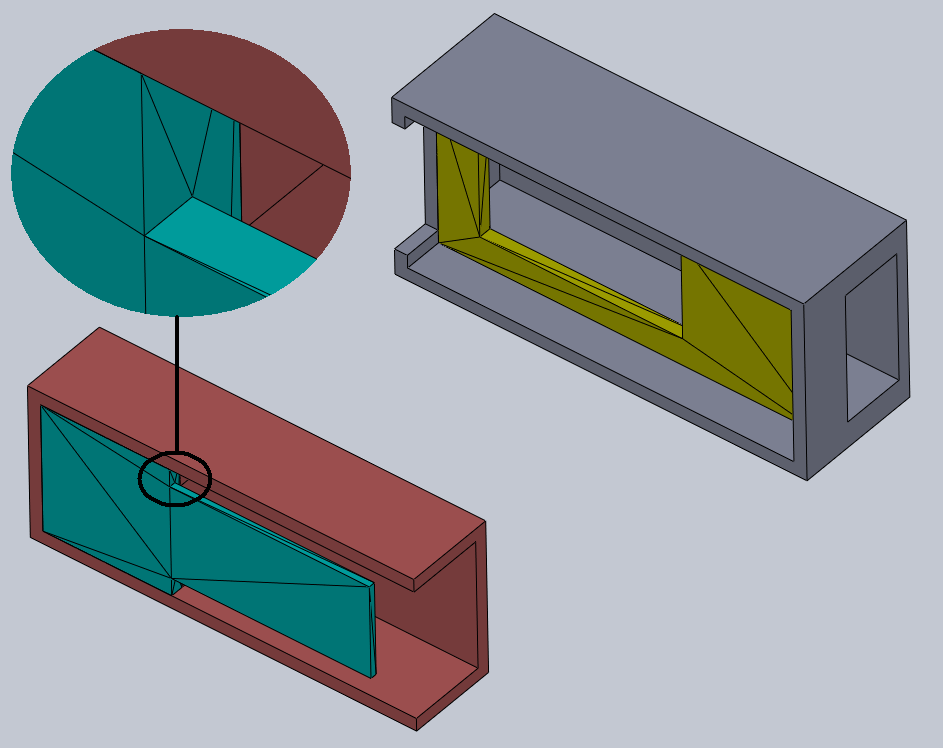
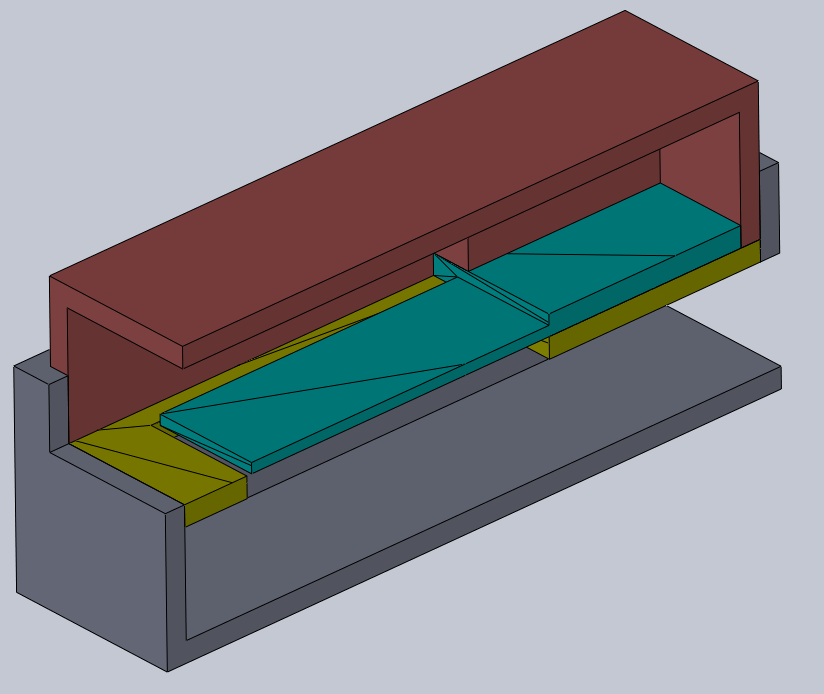
The device is composed of two chambers separated by the reed, which nearly covers a hole between the chambers. When air passes from the upper chamber to the lower chamber, it must pass through the small gap between the reed and the hole. This restriction increases the velocity of the air, which is important!
By blowing into the tip of the reed, air passes quickly along the bottom of the reed into the lower chamber. Since the upper chamber is a dead-end, there is no airflow over the top of the reed. By invoking Bernoulli's principle, the air pressure on the bottom edge of the reed is reduced and the air in the upper chamber pushes the reed down through the hole.
Once the tip of the reed is below the lip of the hole, however, the flow of air is essentially cut off and there is no longer a reduced pressure zone under the reed, so the reed springs back up and the process repeats as a stable oscillation sets in. It's this oscillation that determines the frequency of the resulting sound.
The frequency of the oscillation depends primarily on two factors: The inertia of the reed, and the "springiness" of the reed. By adjusting these two parameters, we are able to tune the frequency to the desired note.
I Recommend printing the reed so that the solid infill is parallel with the length of the reed, rather than at an angle. One way to do this is to set your infill angle to 0 or 90. Another way, possibly easier, is to rotate the reed to match your infill angle (ie 45 degrees) so you can print all the other parts normally at the same time.
The reed needs to slip through the backing plate without catching. Cleanup of the reed/plate might be required if you have a "lip" on them.
Parts need to fit together snugly.
The plate gets inserted into the holder part "B" - make sure it sits flush and is fully seated. The opening in the plate should be on the opposite end of the hole underneath the plate.
The reed gets inserted into the holder part "A" with the top of the reed - the part with "step" - against the inside. In other words, the part of the reed that was against the print bed should be facing outward.
Important: A slight upward curl should be put into the reed, so that the gap between the reed tip is slightly greater than the gap at the reed base. Too large a gap and you will have to blow really hard to bend the reed enough to block the hole, not enough of a gap and the air won't flow along the reed bottom properly to cause the pressure effect. A total gap of about 0.5mm is a good starting point.
Snap part "A" into part "B" such that the openings are on opposite ends, and the reed covers the hole.
The inertia of the reed is most affected by the mass of the reed tip, so by adding or removing material at the tip we can increase and decrease the inertial, and therefore lower or increase the resonant frequency.
The resilience of the reed is most affected by the cross-sectional area of the base of the reed. By adding or removing material at the base we can increase or decrease the cross-section, which will increase or decrease the frequency.
To summarize:
At the tip (last third): Less mass = HIGHER frequency. At the base (first third): Less material = LOWER frequency.
A heavy object takes a lot of force to accelerate, so a heavy reed tip will take more energy to change direction and so it will vibrate slower. A thick beam is harder to bend than a thin beam, so it takes more energy to bend a thick reed base, meaning the reed will flex less and vibrate faster.
Very carefully shave material off the sides of the reed to adjust the frequency. Even a tiny dust-like speck of material removed can alter the resonance by 2-3Hz! There's no science to this, just trial and error. Be prepared to print a new reed if you cut too much off.
Use the following chart to determine what note to tune to. To minimize the amount you have to shave off, select a note closest to the frequency of the newly printed reed. How the tuning process goes and what note you get will be determined by the material you used.